


COPRA RF - Standard in roll forming
Our standard module COPRA RF has been the undisputed market leader in custom roll forming software for decades. During this time, our roll forming experts have continuously refined COPRA RF - in line with the ever-changing requirements from the industry. These include, in particular, increasingly complex production processes with a large number of pre- and post-processing steps such as welding, punching or deep drawing.
But COPRA RF has always remained just one thing, despite massively increased complexity: An effective design tool with simple usability. The most important functions are included in the basic versions of COPRA RF Tubes for welded tubes as well as COPRA RF Sections for profiles. However, these can be extended by further optional modules from the COPRA workflow and thus always be adjusted to specific requirements.
Together with the other optional modules such as COPRA RF Flower Technology or COPRA RF Roll Design, our software solution covers all necessary stages for the continuous processing of roll formed profiles or welded tubes of the highest quality.
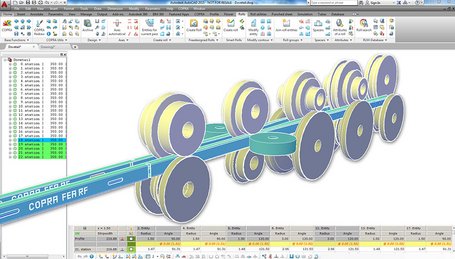
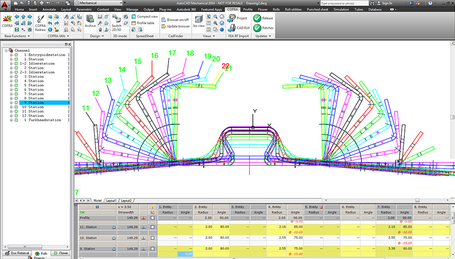
Always included is COPRA RF Spreadsheet, which allows a simple parametric design of the forming flower. The program automatically updates changes over the entire flower and also adjusts the bending angles.
While working with COPRA RF and COPRA RF Spreadsheet, the user can switch between 2D and 3D views at any time. The integrated browser simplifies navigation, and "CADFinder" with its integrated document management also eases the organization of individual projects.
COPRA RF roll forming software provides a large number of predefined and, as required, customizable forming strategies. This makes simple roll design almost as easy as setting up complex roll forming systems.
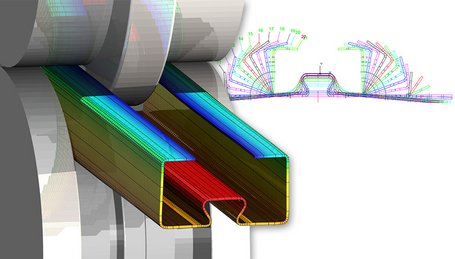
M1 COPRA RF Sections
Our COPRA RF Sections module is specifically tailored to the design and processing of both open and closed cross-sections and is equally suitable for simple and complex profiles.
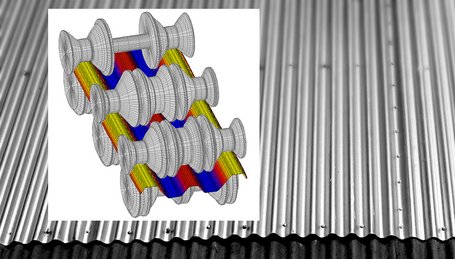
M2 COPRA RF Trapeze & Corrugated
COPRA RF Trapeze/Corrugated automatically calculates the optimal bending sequences for trapezoidal shapes, while the traverse feed of the material is kept constant depending on the bending angle.
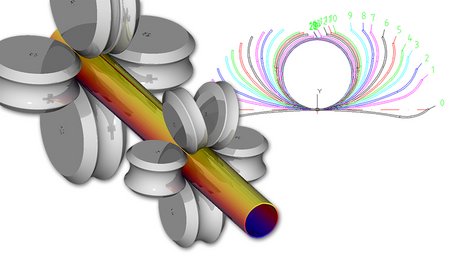
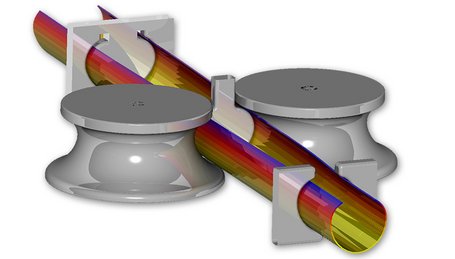
M3 COPRA RF Tubes
COPRA RF Tubes is a software solution for design of roll tools in tube welding lines. It offers tools for design and processing of simple and complex round and rectangular tubes and pipes.
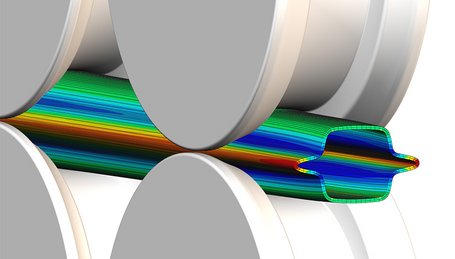
M4 COPRA RF Shaped Tubes
COPRA RF offers a fast and safe design of roll tooling for the necessary calibration and intermediate forming steps for a successful production.
M5 COPRA RF Drawing Dies
COPRA RF Drawing Dies calculates the forming steps of the drawing rings that are necessary for the forming of round to rectangular or shaped tubes - and thus solves a common design problem.
M10 COPRA RF WireRolling
COPRA RF WireRolling supports you from the design of the forming steps until the simulation based on roll geometry and the initial cross-section. This allows designer to focus on the essential task - the optimization of the design.
M0 COPRA RF Graphics Package
The COPRA RF Graphics Package is aimed at profile manufacturers looking for a pragmatic software solution for quick access to design data directly at the machine. This package also includes an Autodesk AutoCAD OEM version.
H1 COPRA RF Roll Design
COPRA RF Roll Design offers in its roll editor a variety of features for an effective roll tool design. Once the roll design is finished, the data often has to be processed rapidly so as to avoid time losses. The COPRA® RF process chain also…

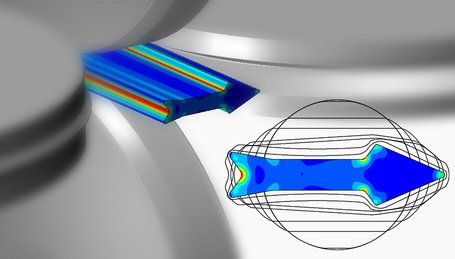
H2 COPRA RF Analysis Tools (DTM)
COPRA RF DTM is a fast and secure software module for pre-optimizing of the forming process. It determines the maximum occurring values of deformation in longitudinal direction. Therefore it allows to quickly evaluate the feasibility of a project…
H3 COPRA RF Flower Technology
COPRA Flower Technology offers roll formers an extensive tool set for special technical calculations: For instance the calculation of certain forming curves, a feature no other commercial software offers, or the calculation of an optimized “down hill…
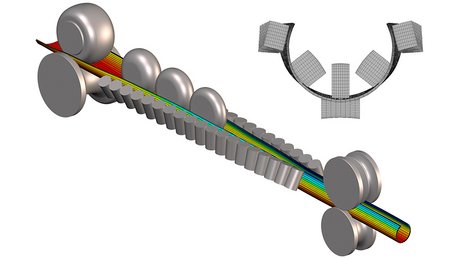
H9 COPRA RF CageForming
COPRA RF CageForming provides all necessary tools to create roll cages for the so-called linear cage forming process . Our custom developed module is a versatile tool for producers of longitudinally welded tubes to develop roll tooling for various…

H10 COPRA Roll Lifecycle Management
Managing and storing large roll stocks is time-consuming and expensive for roll formers. Our tool database COPRA RLM makes efficient use even of large roll pools with the help of intelligent management functions – for accurately matching roll tools…